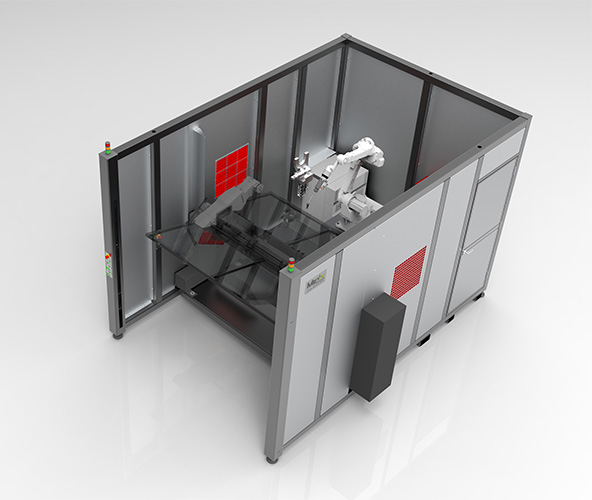
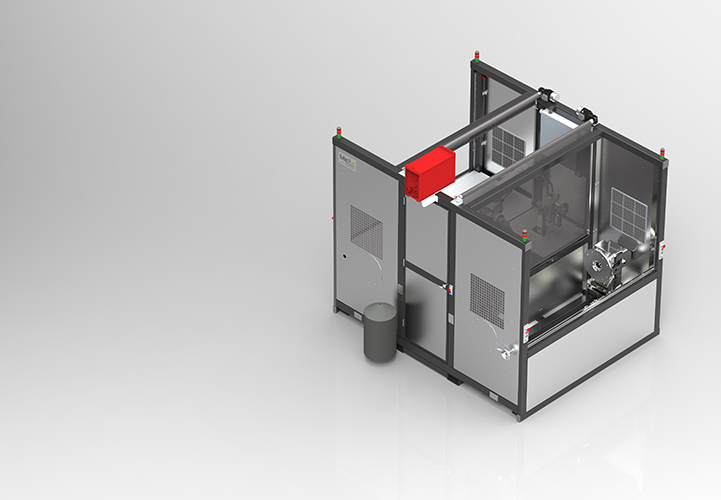
Robotic Welding – Rotary Positioner — One Cell for Inbound, Outbound, and Buffering
The Rotary Positioner welding cell combines robotic welding with a servo-controlled rotary axis so the part can be re-oriented during the weld cycle. That means better torch access, more consistent weld presentation, and cleaner results—especially on parts with multiple faces, awkward angles, or long continuous seams.
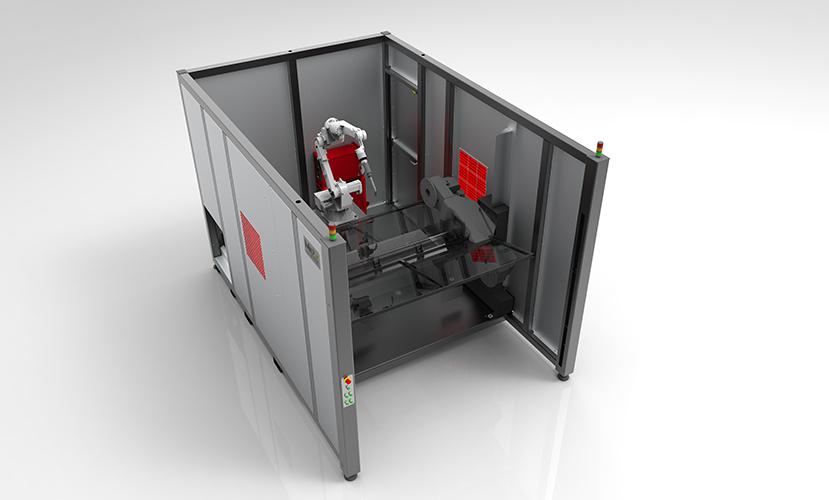
A dual-bay layout keeps production moving: the robot welds in one bay while the operator safely unloads/loads parts in the other.
What the Rotary Positioner cell does
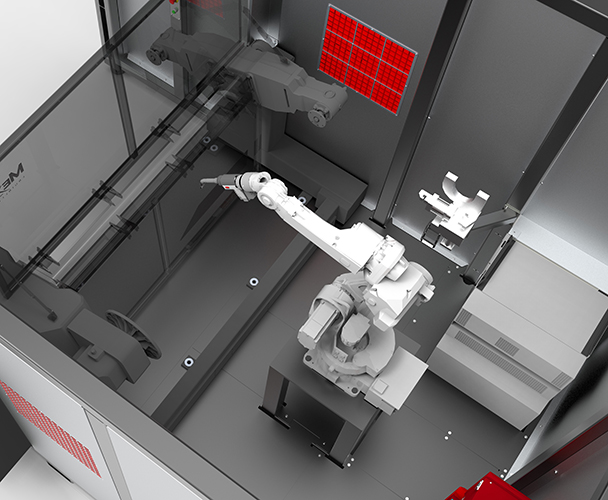
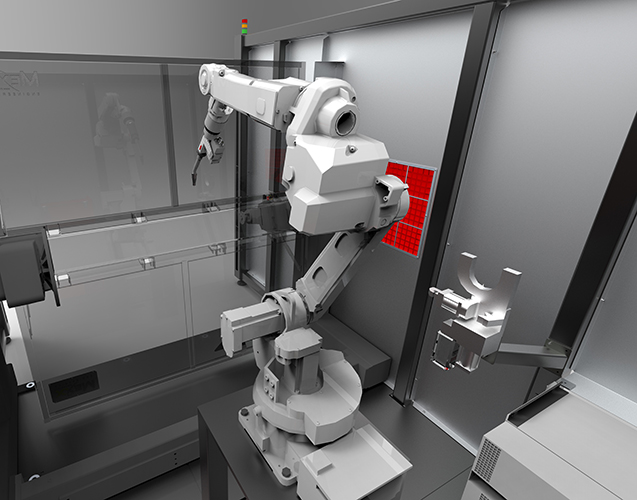
This cell performs robotic MIG welding on parts mounted to a rotary positioner. The positioner rotates the workpiece to maintain optimal weld angle and access as the robot progresses through the sequence. This is ideal for components that benefit from being “brought to the torch” rather than forcing the torch into uncomfortable positions..
How it works (process)
- Load & clamp: operator loads the component onto the positioner fixture in Bay A and confirms ready.
- Coordinated motion: the robot welds while the positioner rotates to keep the joint in the best orientation.
- Parallel operation: while Bay A runs, the operator unloads/loads Bay B outside the active weld zone.
- Bay swap: once the cycle completes, interlocks allow access and the cell switches to the next bay.
- Repeat: alternating bays keeps production moving and reduces robot idle time.
Key features
- Rotary positioner axis coordinated with the welding robot
- Improved weld access through controlled part orientation
- Dual-bay production layout to maintain high arc-on time
- Fully enclosed cell with guarding, interlocks, and weld-arc protection
- Operator-ready controls: teach pendant operation with clear cell status indication
- Power source flexibility (Fronius options to suit your process requirements)
- Engineered to applicable AU/NZ safety expectations with risk-based design and guarding
Applications
- Fabricated assemblies with multiple faces
- Frames and structures requiring consistent weld presentation
- Components with long seams or awkward torch access
- Production MIG welding where repeatability and cycle time matter
- General manufacturing and fabrication with mixed part geometries
Delivery formats
- Standalone welding cell for integration into an existing workshop flow
- Integrated production cell with upstream/downstream material handling, data capture, and inspection (as required)
i[email protected]
(07) 5571 5733
Unit2, 28 Harrington Street, Arundel. 4214, Australia


