Vision Systems — AI-Enabled Inspection, Orientation, and Quality Control (Edge Processing)
Mexx delivers industrial vision systems that verify product orientation, presence, and quality in real time. We deploy AI-enabled vision at the edge (onboard processing) where it adds value—reducing latency, avoiding unnecessary image traffic, and improving decision-making on complex visual variability. For deterministic checks (measurement, presence, positioning), we also apply proven rule-based vision for consistent and auditable results.
Mexx is an integration agent for Cognex and Omron vision systems, and we engineer complete inspection stations, reject handling, and PLC/HMI integration..

What the vision systems do
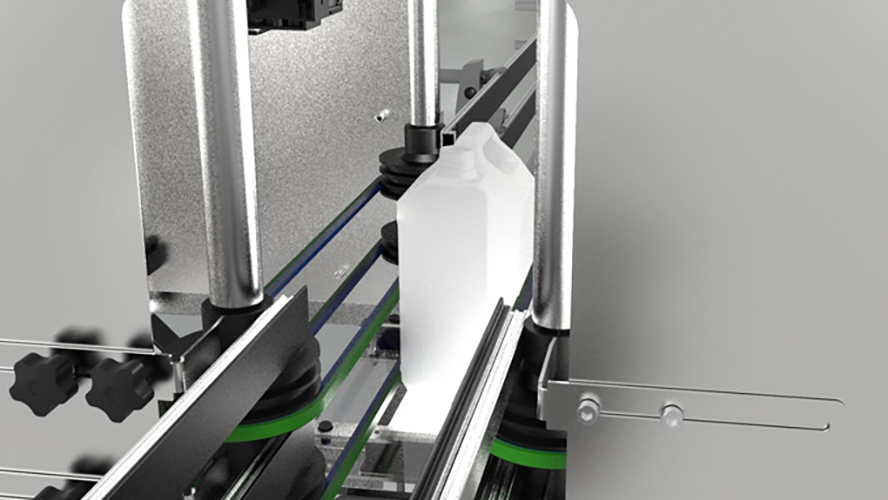
The vision systems inspects products as they move through a controlled viewing zone. They can confirm orientation, check for visual defects, verify key features, and signal downstream actions—accept, divert, reject, or re-orient—without slowing production.
For high-speed lines, an optional spacing/feeding module can be added to create consistent product gaps and reliable image capture.
How it works (process)
- Product presentation: product is stabilised and optionally spaced to ensure repeatable imaging.
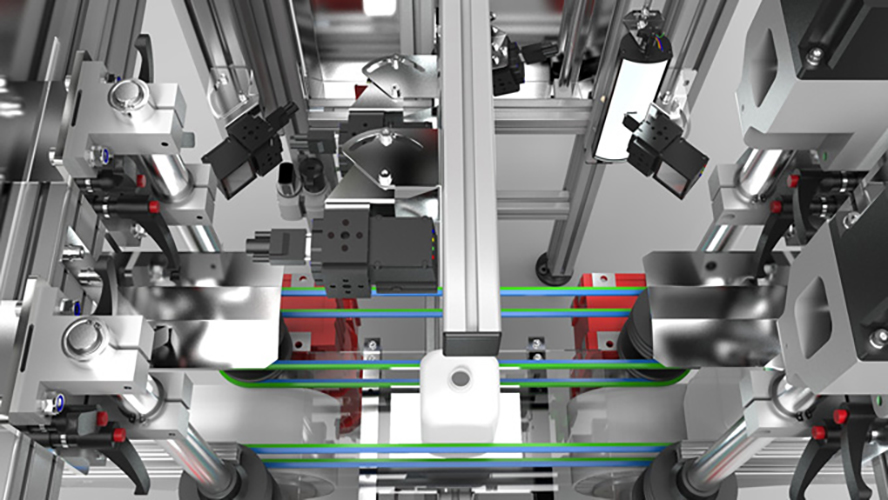
- Image capture: camera(s) acquire images under controlled lighting to minimise reflections and variability.
- Edge processing: decisions are made locally using either AI-enabled vision (classification) or rule-based vision (measurement/presence), or a hybrid approach.
- PLC decision output: pass/fail, grade, orientation, coordinates, or counts are sent to the control system.
- Action: product is accepted, diverted, rejected (e.g., air blast), or queued for rework.
- Monitoring: HMI provides live status, alarms, and optional reporting/logging.
Key features
- AI-enabled vision (edge processing) — Optional for complex classification tasks
- Rule-based vision for deterministic checks (measurement, presence, positioning)
- 5” touchscreen for operation and production information
- Setup / engineering station — Optional (larger display and controls for commissioning)
- Status indication via light tower and PLC fault states
- Reject handling via air blast or integration to diverters/robotic handling
- PLC controlled with clean IO and network integration paths
- Independent floor-mounted frame for stability and alignment (where required)
- Safety-first design: guarding and interlocks engineered to meet applicable AU/NZ requirements and site risk assessments
Applications
- Packaging & palletising
- Plastics & moulding
- Pharmaceuticals & nutraceuticals
- Machining & fabrication
- Mining and industrial processing
- Agriculture and materials handling
- Construction materials and test automation
i[email protected]
(07) 5571 5733
Unit2, 28 Harrington Street, Arundel. 4214, Australia


