Robotic Dual Paint Booth System
Project Overview
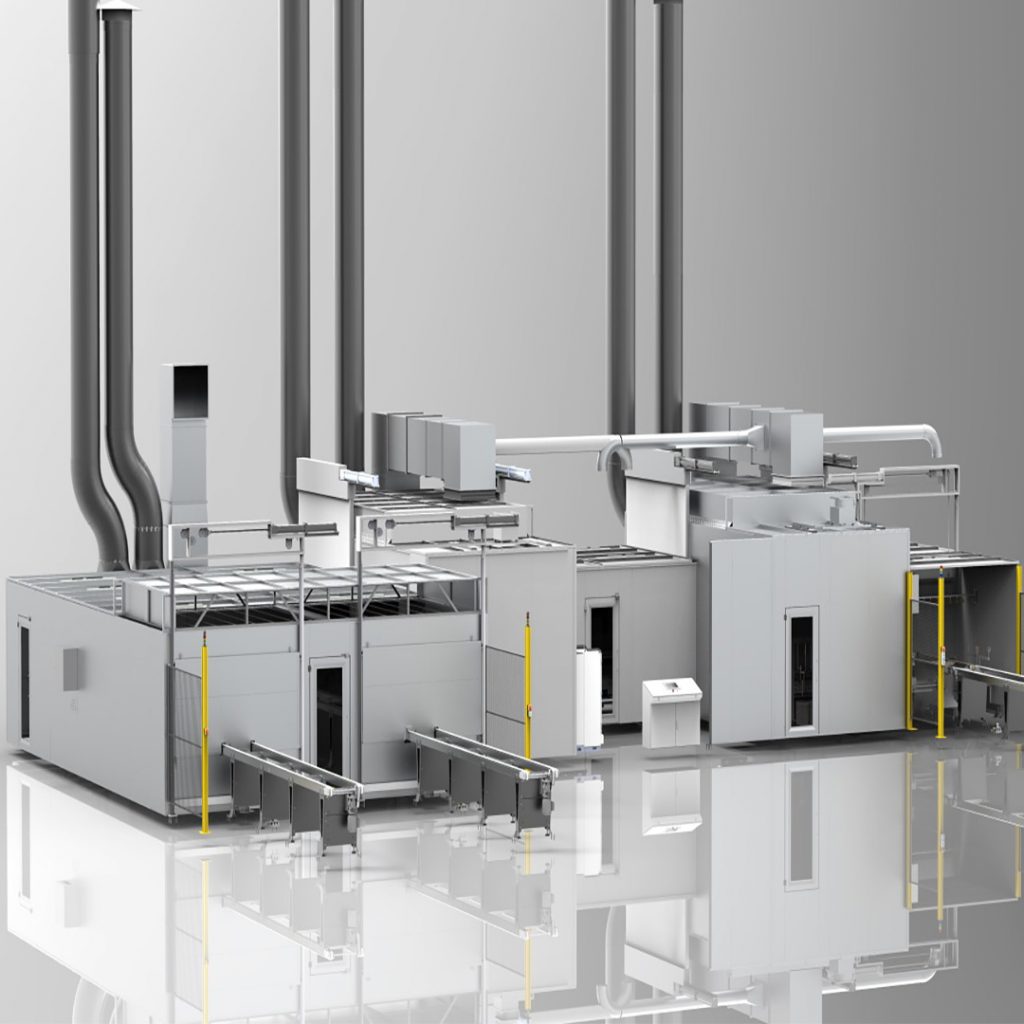
Mexx engineered an automated robotic finishing system for variable-size timber products, integrating dual paint booths, automated indexing, controlled inter-stage transfer, and final curing within a single production line. The system combined robotic spray application, product measurement and verification, controlled paint delivery, conveyor transfer, curing dwell management, and operator-supervised handling in one coordinated finishing architecture.
Rather than relying on manual spray finishing across separate work areas, the project required an integrated approach where robotic application, product flow, curing time, safety systems, and finishing consistency were engineered together. This allowed the line to support repeated production of varying product sizes while maintaining controlled paint conditions, consistent quality, and reliable throughput.
Engineering Challenge
Applying a consistent finish to large, variable-size timber products presents a different challenge to painting small or uniform manufactured parts. Product dimensions vary, surface coverage must remain consistent, transfer between stages has to be controlled, and the system must manage coating application, flash-off time, curing, and cooling without interrupting overall production flow. The proposal was developed around automatic painting of multiple product sizes, automatic transfer into and out of the paint bays, and a production rate based on an existing manual finishing operation handling 120 to 240 units per day.
The project also required more than just robotic spray application. It needed a controlled paint environment, automated colour change, 2K paint mixing, integrated indexing, safe operator interaction, and staged curing logic between and after the paint booths. The final system therefore had to function as a continuous finishing plant, not simply as a pair of spray enclosures with robots inside them.
Projects of this nature demand careful integration between:
- Product indexing and transfer
- Finish consistency and repeatability
- Controlled inter-coat dwell time
- Final curing and cooling flow
- Operator interface and supervision
- Paint process control
- Safety zoning and guarding

System Architecture
The automated finishing system integrates several functional stages within a single line architecture:
- Loading station with automatic indexing
- Infeed verification of product width, height, and length
- Transfer into the first robotic paint booth
- First robotic coating stage
- Intermediate transfer and 10-minute tac-off / sit-time zone
- Transfer into the second robotic paint booth
- Second robotic coating stage
- Transfer into the final curing area
- Controlled curing dwell to maintain process time and throughput
- Outfeed cooling conveyors for safe manual handling
- Unloading stations with operator notification prior to discharge
The design allowed products to move through two automated finishing stages and into final cure in a controlled sequence, while maintaining coating consistency, stable throughput, and manageable operator interaction at the ends of the line. The concept layout drawings also show the full process arrangement from loading, through first coat, second coat, transfer stations, curing area, and unloading.
Production Requirements
The system was developed to support high-availability bottle supply, with the proposal targeting OEE of at least 90 percent and bottle handling across several HDPE formats. Bottle sizes included 3 L, 2 L, 1 L, 500 mL, and 300 mL containers, with nominal speed requirements ranging from 100 to 200 bottles per minute depending on format. The design also included additional speed control to help close gaps near the filler and recover flow disturbances.
To support that performance, the plant used two independent de-bagging systems working in parallel so that bottle supply could remain continuous while reducing the risk of interruption from any handling point. Timing of bottle release was controlled so bottle groups could merge behind each other with preset gaps, helping stabilise downstream line flow.
Finishing and Curing Approach
The paint system was built around two ABB IRB580 painting robots, each equipped with automatic spray guns, 6-colour changers, automatic 2K mixing for resin and catalyst, automatic nozzle and line cleaning, and protective covers on the robot arms. This supported repeatable robotic application while reducing manual intervention between product runs and colour changes.
The booths themselves were designed as custom spray enclosures with dry-medium air filtration and temperature-controlled paint environments to maintain finishing consistency across the year. Between the two paint booths, the system provided an intermediate curing or tac-off area designed for 10 minutes between coats. Final curing was handled through a combined set of shorter curing sections arranged to achieve approximately 30 minutes curing time per product while maintaining line throughput. Outfeed conveyors then allowed sufficient cooling before manual handling, with an audible alarm indicating when a finished part was approaching the end of the conveyor.
This staged approach is important because it shows the project was engineered as a complete finishing process, with coating application, dwell time, cure time, and cooling all treated as part of one integrated manufacturing system rather than as disconnected operations
Automation and Control
The system was designed around a main HMI and control platform that allowed operators to manage overall system operation, select product entry into the system, monitor conveyor speeds, and view system information across the line. Product verification on infeed was based on measurement of width, height, and length, helping ensure the correct product moved into the finishing sequence before robotic operations commenced. ABB robot teach pendants were also included for robot programming and direct control functions.
Safety was integrated into the line through interlocked robotic work areas and guarded access designed to AS Standards. The SAT acceptance criteria also show controlled access logic around the paint booths, emergency stop locations across the system, and verification of transfer, curing, and outfeed functions. This reinforces that the project was not simply about robotic motion, but about safe and repeatable operation across a multi-stage production environment.
Mexx Engineering Delivery Method
Complex finishing systems require disciplined engineering governance. When robotics, coating process control, transfer logic, curing dwell times, operator interaction, and safety systems all need to work together, the project outcome depends as much on integration quality as on the individual pieces of equipment. That delivery philosophy is consistent with the broader engineering-led structure already established across the Mexx website.
Mexx delivers projects using a structured stage-gate approach aligned with recognised project management principles. Each stage focuses on reducing uncertainty, defining system architecture, and retiring technical risk before installation and commissioning commitments escalate. This is especially important for automated finishing systems, where late-stage changes can affect production flow, cure performance, safety compliance, and finish quality.
Typical stages include:
- Concept definition and finishing-line architecture
- Feasibility and production flow assessment
- Safety and risk identification
- Detailed mechanical and controls design
- Robotic and process integration planning
- Manufacturing and assembly
- Factory acceptance testing
- Installation and commissioning support
This structured approach helps reduce redesign risk, improves coordination between disciplines, and gives clients greater confidence when implementing automated finishing and coating systems in live production environments.
Discuss a Similar Project
Mexx specialises in integrated automation and finishing systems for manufacturers requiring controlled application processes, repeatable finish quality, and stable production flow. Projects like this demonstrate how robotics, automated transfer, and curing logic can be combined to improve consistency and throughput in specialist manufacturing environments.
If you are planning a robotic coating, finishing, curing, or automated product handling system, Mexx can assist with early-stage concept development, system architecture, feasibility definition, and delivery planning.