Bottle De-Bagging and Conveying
Project Overview
Mexx engineered an automated bottle de-bagging and conveying system designed to take bagged HDPE bottle groups from palletised supply through de-bagging, inspection, transfer, rinsing, and controlled feed into downstream labelling and filling operations. The system combined robotic de-bagging, bottle orientation control, vision inspection, side-grip elevation, elevated bottle delivery, inversion and air-rinsing, and floor-level metering into one coordinated production architecture.
Rather than treating bottle de-bagging, filler room transfer, and downstream bottle delivery as separate equipment packages, the project required an integrated line approach. Material handling, conveyor design, automation, inspection systems, and hygienic bottle transfer all had to work together to maintain stable bottle flow, reduce disruption, and support reliable production into the filling system.
Engineering Challenge
Empty plastic bottles are lightweight, unstable, and difficult to handle at speed without creating jams, fallen product, loss of orientation, or inconsistent feed into downstream equipment. This system needed to handle HDPE bottle formats from 300 mL to 3 L, maintain an overall equipment effectiveness target of at least 90 percent, and supply bottles at nominal rates from 100 to 200 bottles per minute depending on format, with additional speed allowance for gap closing and catch-up.
The challenge extended well beyond simply removing bottles from bags. The system had to coordinate pallet handling, robotic bottle extraction, orientation retention, reject logic, transfer into a high-pressure filler room, elevated bottle delivery, inversion and rinsing, and final bottle metering into downstream equipment. This made it a complete bottle supply system rather than a standalone de-bagging machine.
Projects of this nature demand careful integration between:
- Robotic de-bagging and de-palletising
- Bottle orientation control
- Vision inspection and reject
- Hygienic side-grip transfer
- Elevated bottle conveying
- Inversion and air-rinsing
- Bottle metering into downstream equipment
- Safety zoning and guarding

System Architecture
The automated bottle supply system integrates several functional stages within a single line architecture:
- Pallet drop-off into debagging locations
- Automatic bag squaring and bottle-bag presentation
- Robotic de-bagging from full-size and half-size bags
- Layer pad de-palletising and bulk stacking
- Bottle indexing onto accumulation tables while maintaining orientation
- Robotic vacuum transfer onto fast-moving feed conveyors
- Bottle reject handling for fallen or failed bottles
- Four-camera high-resolution vision inspection
- Side-grip bottle elevation into the filler room
- Elevated bottle supply conveyors
- Side-grip inverter air-rinser
- Floor-level conveyors and bottle metering
- Label, date-code, and bottle verification before filling
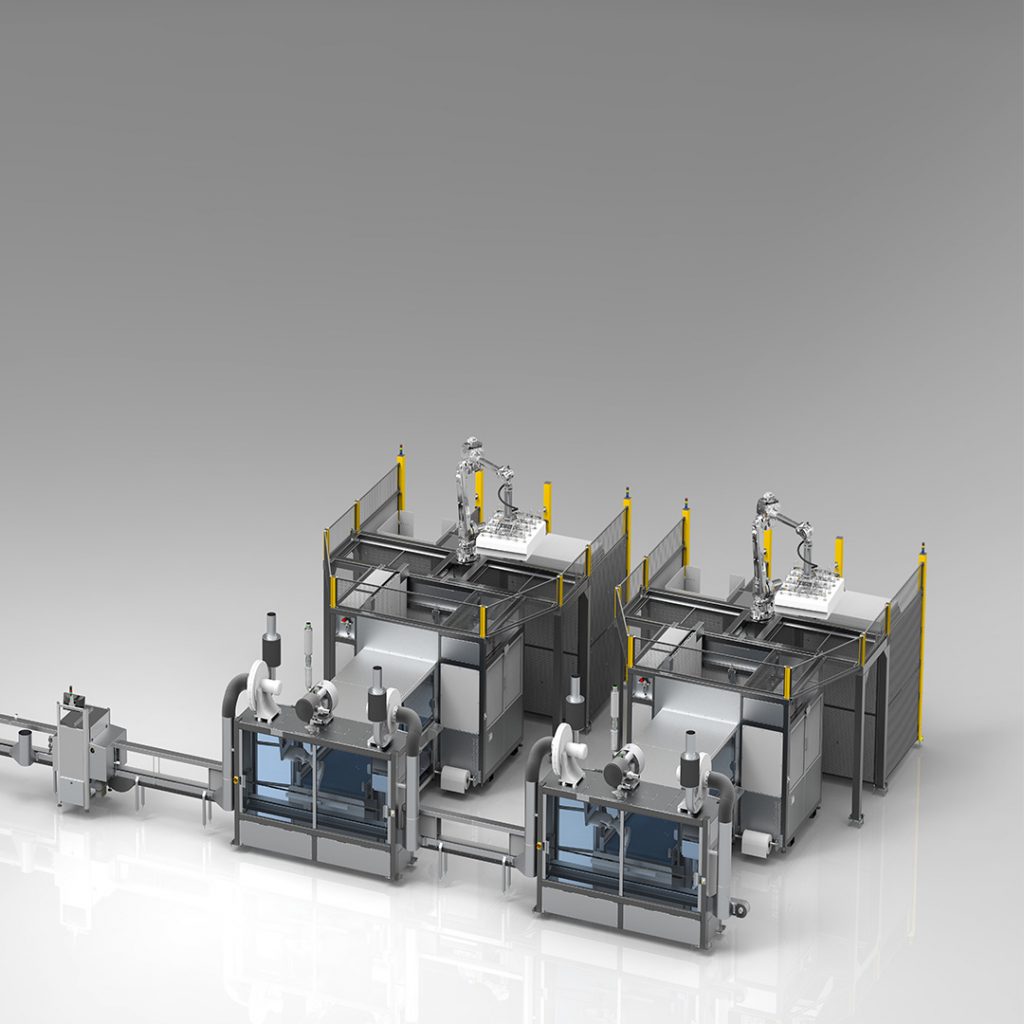
The design allowed bottles to move from bagged pallet supply through inspection and controlled transfer into a continuous, metered flow suitable for downstream labelling and filling operations. The factory layout drawing also shows the full relationship between the debaggers, side-grip transfer, elevated conveying, inverter section, and final conveyor zones.
Production Requirements
The de-bagging section was built around two independent debaggers working together to supply a constant bottle feed. Each debagger used two pallet locations, automatic bag squaring, robotic handling of bottle bags, and independent accumulation and bottle-feed functions to improve redundancy and reduce the risk of inadequate supply speed.
Once bottles were removed from the bags, they were indexed onto accumulation tables, transferred via robot-mounted vacuum heads, and combined into a continuous flow with controlled release timing so bottle groups meshed together with preset gaps. This allowed the wider conveying system to maintain continuity while minimising bottle back pressure and unstable transfer conditions.
Automation Approach
The line was controlled through a main control system and HMI architecture managing the complete process from de-bagging through to the bottle conveying system. Two main HMI stations were positioned so operators could monitor and control key functions both outside the filler room and inside the filler-room inverter area. Conveyors and tables included automatic guide rail adjustment and full safety interlocking in line with Australian and New Zealand standards.
Inspection formed a major part of the architecture. A four-camera Omron vision inspection station was designed to verify bottle condition and orientation, with programmable functionality across five product formats. Additional inspection downstream was specified to verify bottle orientation, detect fallen bottles, inspect label position and presence, confirm correct label orientation, verify date code, and reject failed bottles before filling.
The conveying system then carried bottles through a side-grip elevator from the low-pressure debagging hall into the high-pressure filler room, across a series of elevated conveyors, through a side-grip inverter air-rinser, and down to floor-level conveyors with bottle metering and backlog sensing to ensure stable feed into downstream equipment.
Mexx Engineering Delivery Method
Complex bottle handling and delivery systems require disciplined engineering governance. Projects of this type depend not only on robotics or conveyors individually, but on how handling, transfer, inspection, controls, and production flow are engineered together into a reliable operating system.
Mexx approaches projects like this through structured system definition, coordinated mechanical and controls design, integration planning, manufacturing oversight, testing, installation, and commissioning support. This helps reduce late-stage redesign, improve interaction between disciplines, and give clients greater confidence in complex automated handling projects.
Typical Stages Include:
- Concept definition and line architecture
- Throughput and handling assessment
- Safety and risk identification
- Detailed mechanical and controls design
- Vision and automation integration planning
- Manufacturing and assembly
- Factory acceptance testing
- Installation and commissioning support
This structured approach helps reduce late-stage redesign, improves coordination across disciplines, and gives clients greater delivery confidence for complex automated handling and packaging systems.
Disciplines Involved
Projects of this scale require collaboration across multiple engineering domains.
- Mechanical engineering
- Automation and controls
- Robotics integration
- Vision systems
- Conveyor and bottle handling design
- Hygienic process transfer
- Safety systems and guarding
- Commissioning and operational support
Discuss a Similar Project
Mexx specialises in integrated production, handling, and automation systems for facilities where throughput, product stability, inspection, and downstream line coordination all matter. Projects like this show how robotics, vision systems, bottle conveying, and hygienic transfer can be combined to create a reliable bottle supply architecture for modern manufacturing environments.
If you are planning a bottle handling, conveying, inspection, rinsing, or filling-line integration project, Mexx can assist with early-stage concept development, system architecture, feasibility definition, and delivery planning.